Технология пайки полипропиленовых труб: подготовка и процесс
Содержание:
- Пайка труб ПВХ. Подготовка процесса
- Медные трубы для водопровода – лучшее решение вопроса водоснабжения
- Общие технологические приемы сварки ПП-труб
- Преимущества медных труб перед пластиковыми
- Механический метод стыковки без пайки: варианты соединений
- Что лучше трубы из меди или полипропиленовые
- Мифы и факты о медных трубах для водоснабжения
- Какое оборудование потребуется для пайки
- Как паять пластиковые трубы
- Как правильно паять полипропиленовые трубы
- Преимущества полимерных труб
- Как осуществляется сборка конструкции
Пайка труб ПВХ. Подготовка процесса
Итак, для начала необходимо составить схему трубопровода
Желательно, чтобы схему монтажа разработали специалисты, так как если это отопительная система, то важно не ошибиться с планированием коммуникаций. Кроме того, чертеж трубопровода позволит вам определить количество фитингов и метраж трубы

Далее установите крепежи для труб. Во время пайки вам будет проще фиксировать готовые соединения. Для установки крепежей отмерьте необходимую высоту от пола и просверлите отверстие под дюбель перфоратором.

Затем зафиксируйте дюбель в отверстии, и закрепите фиксаторы к стене при помощи самореза. Для этого можно использовать отвертку или шуруповерт.
Фиксаторы необходимы для того, чтобы трубы не провисали. Устанавливайте крепежи с отступом не более 1 метра. После того как вы соедините трубы, установить фиксаторы будет трудно или невозможно. Поэтому лучше это сделать сразу.
Когда фиксаторы установлены, можно приступить к проведению трубопровода.
Медные трубы для водопровода – лучшее решение вопроса водоснабжения
Трубы из меди обладают рядом особенностей, обусловленных свойствами металла изготовления и бесшовной технологией их производства. Медные трубы для водопровода лишены существенных недостатков и наиболее предпочтительны для водоснабжения.
Медный трубопровод на фитингах, собранный методом пайки твердым припоем, выдерживает максимальные нагрузки более 500 атм и температуру до 600 °С. Многие материалы при понижении температуры становятся ломкими. Медь является исключением – прочность и пластичность этого металла с падением температуры возрастают.
Это свойство обеспечивает допустимость многократного замораживания и размораживания труб из меди (в зависимости от твердости изделий до 3 раз). Даже если происходит авария, то только в одном месте, в отличие от стальных трубопроводов, у которых порыв распространяется по всей трубе.
Поэтому ликвидация последствий заморозки медных изделий не представляет большого труда, а стальную систему необходимо заменять полностью.
Медные трубы просты в механической обработке и очень технологичны на любом участке прокладки: при прохождении отверстий, огибании углов и иных препятствий, монтаже аппаратуры, монтировании отвода на уже готовом трубопроводе.
Для всех работ необходим нехитрый механизированный и ручной инструмент.
Во время испытаний всегда происходил разрыв в теле трубы, и никогда не нарушалась герметичность мест соединения, в том числе обслуживаемых. Капиллярная пайка позволяет производить быстрый и простой монтаж.
Ее преимущества особенно очевидны при сопоставлении со сваркой, требующей повышенной аккуратности и тщательности в работе с пластиковыми трубами, либо громоздкого оборудования в случае систем из стали.
Кроме соединений высокой долговечности и надежности (прессование, пайка, сварка), есть и не требующие специальных навыков и инструментов – с помощью фитингов для быстрого монтажа при авариях, а также в безнапорных системах (самофиксирующиеся, компрессионные и так далее).
Это обеспечивает оперативность и гибкость в работе монтажника. Нарезать резьбы на трубах из меди запрещено, но комбинированные фитинги позволяют произвести простой переход на резьбу посредством прессования или пайки.
Медный трубопровод допустимо замоноличивать в стены и пол, если использовать изделия в изоляции, гофро-трубе, оболочке, где предусмотрено тепловое расширение, обусловленное колебаниями температуры подаваемой воды, либо смонтировать в коробе.
Обслуживаемые соединения запрещается замоноличивать без обеспечения доступа к ним. При открытой прокладке медные трубы очень эстетичны, допускают окраску, но требуют такого расположения, которое предотвращает риск случайного повреждения.

Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Преимущества медных труб перед пластиковыми
Сантехническая медная труба, несмотря на очень долгую историю своего существования, успешно конкурирует с современной продукцией – пластиковыми и металлопластиковыми изделиями для водопровода. По многим параметрам она заметно их превосходит:
- Медь непроницаема для дурно пахнущих, вредных веществ и даже кислорода.
- Медная труба, в отличие от пластиковых, не подвержена разрушающему воздействию хлора, который содержится в водопроводной воде. Более стойкие к хлору пластиковые трубы поступают исключительно на рынок США, где воду хлорируют аналогично России. Стоит такая продукция не меньше медной. В Европе требования к содержанию хлора гораздо ниже, поэтому на отечественном рынке распространен пластик для низкохлорированной воды, соответствующей европейскому стандарту.
- Хлор, являясь сильным окислителем, способствует образованию на внутренней поверхности медной трубы патины – прочного, тонкого защитного слоя. Благодаря этому срок службы трубопровода значительно продлевается.
- Устойчива к ультрафиолетовому излучению. Пластик под воздействием солнечных лучей испаряется.
- Незначительный, более низкий чем у труб из пластика, коэффициент шероховатости, позволяющий при одинаковых условиях применять медные изделия меньшего диаметра. Это возможно, в том числе благодаря отсутствию зарастания стенок колониями микроорганизмов и продуктами коррозии.
- Гораздо лучше справляется с длительными тепловыми нагрузками.
- Согласно исследованиям, у пластиковых трубопроводов наименее надежны фитинги и места соединений. У медных наоборот – эти элементы системы являются самыми надежными.
- Качество меди практически стабильно и одинаково у разных производителей, что не свойственно продукции из пластика (на потребительском рынке много контрафактных изделий сомнительного качества).
- Характеризуется антибактериальными свойствами (болезнетворная флора подавляется). В пластиковых трубах выделяется низкомолекулярная органика, стенки со временем обрастают биопленкой.
- Отличается очень длительным сроком службы: не портится, не стареет, сохраняет первоначальную прочность. Трубы и фитинги из меди эксплуатируются без замены столько, сколько само здание. Пластиковые изделия, при существующих технологиях, пока не могут занять нишу долговечных и качественных трубопроводов.
Механический метод стыковки без пайки: варианты соединений
Пайка как метод стыковки секций трубопроводов чаще используется при шефмонтаже на производстве. В быту наиболее популярны технологии экспресс монтажа без сварки.
Проверенная временем практика стыковки без использования специального инструмента обеспечивает высокое качество соединения пластиковых труб без пайки с помощью муфт.
В основе широко известного метода применение фасонных деталей. С их помощью можно не только обеспечивать продолжение контура водопровода, но и изменение его направления, распределения рабочей среды или перекрытие потока.
Преимущества технологии монтажа без разогрева:
Готовые изделия из полипропилена этим способом соединить дешевле, чем металлические за счет малой стоимости фитингов.
Соединения пластиковых труб без пайки с помощью муфтИсточник stroy-podskazka.ru
Исполнение фитингов обеспечивает возможность ручной сборки полноценной инженерной системы дренажа, водопровода, канализации.
Размер и технические возможности деталей определяются их конфигурацией (формой, толщиной стенок, комбинированием).
Соединение при помощи обжимных фитингов
Выбирая, как соединить пластиковые трубы для водопровода без пайки, многие люди часто применяют способ обжимных фитингов. При таком способе соединения исключается процесс нагрева смежных деталей. Специальная муфта при механическом воздействии (обжиме) надёжно фиксирует внутри два конца трубок, оснащённых уплотнительными кольцами. После монтажа переходника места стыковки смазываются силиконовым герметиком.
Переход с металлопластика на полипропилен при помощи фитингов — незаменимый способ стыковки труб из разных материалов.
Плюсы этого метода:
- для монтажа используется минимальный набор инструментов;
- соединение трубопровода можно доверить даже новичку;
Пример смазки, применяемой при монтаже полипропиленовых трубИсточник construct.smazka.ru
в месте установки обжимного фитинга создаётся надёжное соединение;
Такой метод, прежде всего, хорош тем, что может использоваться при обновлении чугунного водопровода полипропиленовыми аналогами. Также этот способ востребован при сборке отопительных систем, в том числе монтаже радиаторов.
Соединение при помощи клеевых составов
В числе вариантов стыковки, позволяющих обойтись без специального оборудования – применение монтажных клеевых составов.
В составе клея базовым является поливинилхлорид, замешанный на растворителе. В него производители также добавляют различные присадки и пластификаторы для улучшения адгезии в местах стыковки.
Преимущества метода:
- стыковка изделий при помощи клеящего средства обеспечивает собранной конструкции необходимые характеристики прочности и герметичности;
- по окончании работ в месте монтажа образуется надёжное соединение, незаметное при визуальном осмотре;
- для стыковки не требуется наличие специальных навыков.
Подгонка полипропиленовых труб перед склеиваниемИсточник www.asvshop.com
Как осуществляется монтаж на клей
Перед тем как соединить полипропиленовые трубы, нужно подготовить необходимые детали, инструменты и обеспечить условия для монтажных работ.
Поверхности, на которые будет наноситься клеевой состав, следует обработать обезжиривателем. Для нанесения состава подойдёт кисточка с щетиной из натуральных материалов. Также рекомендуется обеспечить температуру в помещении в диапазоне от 5 до 35 градусов.
Учитывая то, что детали трубопровода будут состыковываться с минимальным зазором, достаточно будет тонкого слоя клея. Удержание труб до момента схватывания обычно не превышает 20-30 секунд. По завершении работ рекомендуется хорошо проветрить помещение, при этом следует избегать сквозняков.
Что лучше трубы из меди или полипропиленовые
Для объективного сравнения рассмотрим базовые показатели обоих видов материалов, характерные для всех водопроводных труб:
- Эксплуатационные свойства. Медь в отличие от полимерных материалов не подвержена разрушающему воздействию хлорированной водопроводной воды. Хлор — это сильный окислитель, который разъедает пластик, а на внутренних поверхностях медных труб образует тонкий защитный слой — патину, значительно увеличивающую срок их службы.
- Губительным для пластика является ультрафиолетовое излучение и минусовые температуры, медь же устойчива к воздействию солнечных лучей, при понижении температуры её стенки расширяются без потери целостности.
- Надёжность системы. Места соединения элементов пластикового трубопровода менее надёжны, чем медного.
- Срок эксплуатации. Медные и полипропиленовые трубопроводы могут эксплуатироваться не менее 50 лет.
- Цена. Стоимость изделий из меди велика, это обусловлено высокой стоимостью первичной меди и трудоёмкостью производственного процесса. Конечно, полипропиленовые трубы стоят в несколько раз дешевле. Но, при сборке водопроводных систем требуются полипропиленовые фитинги, стоимость которых на много больше медной фасонины. Кроме того, для пластиковых трубопроводов требуются дополнительные элементы, увеличивающие их надежность. В результате получается, что себестоимость медного водопровода в целом ниже, чем пластикового.
Мифы и факты о медных трубах для водоснабжения
Водопроводные медные трубы наделили рядом недостатков из разряда мифов, что обусловлено конкурентной борьбой и недостаточной информированностью.
1. Большая стоимость медного трубопровода. Это представление сформировано благодаря агрессивной рекламе труб из пластика. Действительно, медные трубы дороже пластиковых в 2–3 раза, но фитинги из меди стоят в 30–50 раз меньше, чем из полимеров. Учитывая, что методы монтажа трубопровода могут использоваться одинаковые, то и затраты на установку систем из этих материалов приблизительно равны. В результате стоимость завершенного трубопровода находится в большой зависимости от топологии системы.
В случае протяженных и неразветвленных сетей (магистральных, например) пластиковые трубопроводы значительно дешевле. При применении дорогих, хороших пластиков, которые рассчитаны на большие уровни хлорирования, но отсутствуют на российском рынке, системы из полимеров будут заведомо дороже. Медный трубопровод можно монтировать без использования фитингов, что приводит к его удешевлению. А учитывая долговечность и высокую надежность систем из меди стоимость их эксплуатации на порядок ниже, чем пластиковых. В случае утилизации отслужившего медного трубопровода потраченные средства возвращаются.
2. Медь ядовита. Совершенно не обоснованное утверждение. Ядовиты только специальные соединения меди, производимые промышленностью (красители, медный купорос, другие) и не образующиеся естественным путем в трубопроводе. Окислы этого металла, составляющие в основном защитную пленку (патину) на его поверхности, не ядовиты. Наоборот, они и сама медь оказывают мягкое бактерицидное и бактериостатическое действие, что при использовании воды из такого трубопровода обеспечивает высокую инфекционную безопасность.
3. Хлор. Это вещество в чистом виде является очень сильным окислителем, запрещенном для транспортировки по медным трубам. Воздействие соединений хлора, в том числе используемых для обеззараживания воды, медь переносит совершенно безболезненно. Напротив, взаимодействие с этими веществами ускоряет процесс образования защитной паутины на поверхности меди. Поэтому в США во время технологической промывки нового трубопровода проводят гиперхлорирование, чтобы быстрее получить защитный слой.
“Проблемы с хлором” начались у меди с появлением на сантехническом рынке пластиковых труб. Это связано с тем, что даже соединения хлора, используемые для обеззараживания воды, оказывают достаточно пагубное влияние на большинство пластиков. А золотое правило успешного маркетинга, как известно, гласит: “Перекладывай свою вину на конкурента – пусть он оправдывается”.
4. Блуждающие токи. Это токи, которые протекают в земле, когда ее используют в качестве проводящей среды. Они в таком случае приводят к коррозии предметов из металла, находящихся в земле. В этой связи блуждающие токи не имеют какого-либо отношения к медным трубопроводам, которые в основном являются внутренними.
Какое оборудование потребуется для пайки
Большинство домашних систем водоподведения или отопления конструируется из труб, наружные диаметры которых лежат в диапазоне 16…63 мм. Сваривать изделия рекомендуется враструб или с использованием соединительной арматуры (муфт).
Необходимым оборудованием является паяльник для пайки пластиковой продукции с насадками соответствующих размерам труб диаметров (подробнее: «Как устроен паяльник для труб ПВХ и как его использовать»).

Выбор паяльников на сегодняшний день достаточно велик, и чтобы принять правильное решение, требуется присмотреться к основным их эксплуатационным характеристикам:
- Мощность. Наиболее важный параметр. Для домашнего мастера, использующего пластиковые трубы стандартных диаметров, мощности 1200 Вт будет вполне достаточно. Паяние пластиковых труб агрегатами мощностью от 1800 Вт проводится значительно легче и быстрее, однако для домашнего использования вполне будет достаточно минимальной указанной мощности.
- Количество насадок. Количество поставляемых в комплекте насадок в каждом случае разное, и чем их больше, тем лучше. Насадки – это именно то, чем спаивают пластиковые трубы. Хорошие элементы должны быть покрыты тефлоном, предотвращающим пригорание материала. Каждая насадка состоит из гильзы для оплавления наружной поверхности изделий и дорна – для внутренней части труб.
- Если есть материальные возможности, следует приобрести паяльник, на который одновременно можно установить сразу несколько насадок: это значительно сэкономит время, так как для замены насадки необходимо каждый раз остужать инструмент, а потом, для возобновления работы, снова его нагревать.
- Дорогие профессиональные паяльники снабжены узлом электронной регулировки температуры нагревания, позволяющим устанавливать её значение с точностью 1-5°С. Мастеру, задавшемуся вопросом, как паять трубы паяльником, можно и не приобретать дорогостоящую продукцию, а измерять температуру насадки с помощью соответствующего градусника.

Кроме паяльника, необходимы будут ножницы для разрезания полимерных труб. Можно, однако, обойтись и ножовкой.
Как паять пластиковые трубы
Для монтажа системы трубопровода необходимо приобрести специальный сварочный аппарат, его стоимость зависит от производителя. Профессиональным сантехникам надо иметь надежные и качественные инструменты, если вы занимаетесь трубопроводами только у себя дома, то достаточно купить дешевую китайскую поделку.

Сварочный набор
В комплект входит паяльник с подставкой. Обращайте внимание, чтобы паяльник можно было фиксировать на подставке в двух положениях, это иногда требуется во время сварки труб в труднодоступных местах

Паяльник для полипропиленовых труб
Есть ножницы для резки пластиковых труб и насадки для нагрева внешних и внутренних поверхностей. Насадки прикручиваются к паяльнику шестигранным ключом, он также включается в комплект. Диаметр элементов для нагрева 20 мм, 25 мм, 32 мм и 40 мм. В домашних условиях чаще применяются насадки на 20 и 25 мм, на 32 мм очень редко, а на 40 мм почти никогда. Для разметки прилагается рулетка.
Шаг 1. Установите паяльник на поставку и включите его в сеть. На рукоятке есть пульт управления с указанием температуры нагрева, пока инструмент готовится, прикрутите насадки соответствующего диаметра.

Подготовка паяльника к работе
Почему?
- Элементы намного быстрее прогреваются до установленных терморегулятором температур. Кроме того, в этом месте показатели самые точные.
- Паяльник более устойчив, что повышает безопасность пользования. Во время запихивания/вынимания труб из насадок возникают значительные боковые усилия, у неопытных мастеров паяльник может опрокидываться.
Во время монтажа трубопроводов возникают ситуации, когда фитинг уже установлен на прикрепленной к стене трубе, а к нему надо приварить еще один отрезок. Нагрев требуется делать непосредственно на трубопроводе, паяльник приходится держать на минимальном расстоянии от стены. Для таких случаев насадки требуется крепить на конце пальника. Рекомендации надо выполнять новичкам, профессионалы всегда фиксируют насадки на конце и не теряют время на их перекручивание.
Шаг 2. Выставьте температуру нагрева +250°С.

Терморегулятор паяльника
Но это значение довольно условное по нескольким причинам.
Во-первых, показатели сильно колеблются в зависимости от производителя сварки
У китайских агрегатов она может изменяться даже при постоянной длительной работе, никто не может объяснить причину.
Во-вторых, нагрев зависит от качества пластиковых труб, а здесь также существуют различия.
В-третьих, мастер сам на глаз определяет степень нагрева, он обращает внимание на скорость плавления и консистенцию пластика. Практика показывает, что всегда лучше выставлять начальную температуру +250°С, а потом по мере необходимости корректировать ее. . Никогда не забывайте о технике безопасности
Вы работаете с нагретыми поверхностями, защищайте руки перчатками.
Никогда не забывайте о технике безопасности. Вы работаете с нагретыми поверхностями, защищайте руки перчатками.
Шаг 3. Карандашом отметьте на трубе длину прогрева.

Отметка длины прогрева
Для этого надо знать, как глубоко она заходит в фитинг. Опытные мастера рекомендуют не прогревать на максимальную длину, а оставлять холодными примерно 2–3 мм, греть на 13–15 мм. Дело в том, что если прогретый участок будет слишком длинным, то во время соединения мягкий торец загибается и значительно уменьшает внутренний диаметр трубы. Последствия такого явления некритичны, но довольно неприятные. Все зависит от того, сколько у вас будет в общей сумме неправильных соединений и как уменьшается диаметр в сумме. Карандаш лучше применять в связи с тем, что потом метки без проблем удаляются. Они очень некрасиво смотрятся на готовом трубопроводе.
Шаг 4. Одновременно вставьте обе части в насадки. Все действия рекомендуется выполнять синхронно, вставлять и вынимать элементы необходимо максимально одновременно. С усилием прижимайте их к накладкам, во время нагрева поворачивать не рекомендуется. Хотя это и не оказывает заметного негативного влияния на прочность сварки.

Прогрев трубы и фитинга
Шаг 5. Выдержите примерно пять секунд, снимите с насадок и соедините детали.
Температура и время пайки
Очень спешить не надо, у вас в запасе имеется примерно десять секунд. За это время можно спокойно выровнять элементы, они должны располагаться строго по одной оси.

Соединение элементов
Пайка пластиковых труб не считается технологически сложным процессом, но если есть опасения, то можно немного потренироваться на отрезках. Муфты и уголки стоят копейки, финансовых убытков не будет.
Как правильно паять полипропиленовые трубы
Инструменты и материалы
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
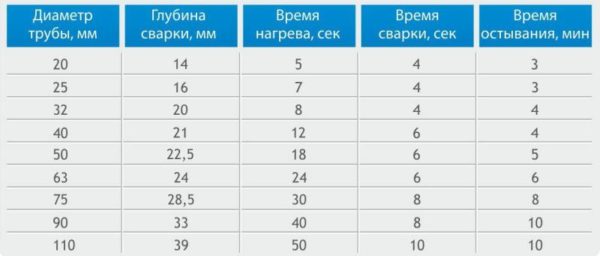
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Температура пайки труб: 260 градусов.
| Наружный диаметр, мм | Посадочная глубина, мм | Время нагрева, сек. | Время фиксации, сек. | Время остывания, мин |
|---|---|---|---|---|
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 33 | 50 | 12 | 8 |
Пошаговая инструкция
Процесс диффузной сварки своими руками осуществляется в следующей последовательности:
Резак для нарезки труб
С помощью рулетки, маркера и специального трубореза или пилы отмеривается и отрезается кусок трубы необходимого размера. Перед этим желательно сделать пробную резку трубы, чтобы убедиться в остроте инструмента.
С конца отрезка трубы снимается торцевая фаска и удаляются все заусенцы.
При диаметре трубы более 40 мм ее торец необходимо срезать под углом в 35-45° для предотвращения образования задиров при пайке. Затем подбирается элемент соединительной арматуры нужной конфигурации.
Проверяются соединяемые детали на отсутствие каких-либо внешних дефектов. При этом труба должна плотно и до конца входить в соединительный элемент без люфтов и перекосов. При большом люфте подбирается другой доборный элемент.
Соединяемые поверхности обрабатываются обезжиривающей жидкостью.
На конце трубы маркером отмечается глубина входа в соединительный элемент с учетом зазора около 1 мм, нужного для предотвращения сужения внутреннего диаметра трубы за счет выдавливания внутрь ее торцевого края при пайке.
Также отмечается взаимное расположение деталей по отношению друг к другу.
Выбирается соответствующая пара греющих насадок нужного диаметра, входящих в комплект электропаяльника.
Их поверхности очищаются обезжиривающей жидкостью с помощью ветоши и проверяется свободное вхождение в них соединительных деталей без большого люфта.
Подготавливается к работе электропаяльник. Для этого на его нагревательном элементе закрепляются выбранные насадки, паяльник устанавливается на подставку и подключается к электросети.
На термостате паяльника должна быть выставлена необходимая температура нагрева.
Вставляем трубы в насадки паяльника
После нагрева паяльника до нужной температуры, о чем свидетельствует его автоматическое отключение термостатом, в насадки на несколько секунд вставляются соединяемые полипропиленовые детали.
Если детали с трудом входят в насадки, то допускается их небольшое осевое вращение. При этом сначала на внутреннюю насадку одевается соединительный элемент, а затем во внешнюю насадку вставляется конец трубы.
После нагрева они извлекаются в обратной последовательности. Делается это потому, что соединительная деталь имеет большую толщину стенок и требует более длительного нагрева.
Плавно вставляем детали друг в друга
После необходимого прогрева детали извлекаются из насадок паяльника и плавно вставляются друг в друга до совпадения меток, предварительно нанесенных маркером. Осевое вращение деталей относительно друг друга при этом не допускается.
Необходимо следить за соосностью получившегося соединения.
После соединения детали необходимо выдержать в фиксированном положении в течение нескольких секунд согласно вышеприведенной таблице параметров пайки.
Пользоваться трубопроводом можно по истечении 50-60 минут после пайки.
В случае возникновения каких-либо дефектов соединения данный участок трубы отрезается и проводится новая пайка деталей.
Выбираем материал для утепления труб отопления: обзор доступных материалов, на какие параметры следует обратить внимание в первую очередь. Сравниваем ПП трубы с другими видами труб для отопления https://teplius.ru/truby/vybor-t/kakie-luchshe.html
Сравниваем ПП трубы с другими видами труб для отопления https://teplius.ru/truby/vybor-t/kakie-luchshe.html
Преимущества полимерных труб
Пластиковая продукция получила широкое распространение не только в сфере жилищно-коммунального хозяйства, но и в других областях человеческой деятельности. Множество марок пластика и широкий типоразмерный ряд позволяют каждому мастеру подобрать изделие под свои цели и выбрать способ, как паять пластиковые трубы для водопровода.

Достоинства пластиковых труб:
- в отличие от металлических изделий, не склонны к коррозии;
- химически индифферентны – не взаимодействуют с большинством кислот, щелочей, солевых растворов, продуктов газо- и нефтепереработки;
- биологически устойчивы – в том числе к действию различных микроорганизмов;
- обладают хорошей шумоизоляцией;
- низкий коэффициент теплоотдачи, то есть отличная термоизоляция;
- небольшой вес, облегчающий перевозку труб до места назначения, их укладку, последующий ремонт и демонтаж;
- экологическая безопасность – изделия не выделяют в атмосферу вредные вещества;
- простота соединения отдельных элементов в контуры любой сложности и протяжённости;
- возможность использовать продукцию как для скрытой, так и для наружной прокладки;
- долгий срок службы – при соблюдении всех условий эксплуатации и отсутствии внешних угроз срок, в зависимости от марки пластика, составляет 50 лет и более;
- способность выдерживать высокие давления: при температуре 0…10°С максимальное допустимое давление внутри системы составляет 15 бар, при повышенной температуре (до 95°С) – 2 бар.

Изделия достаточно экологичны, вследствие чего могут использоваться в контурах водоснабжения – как холодного, так и горячего – и отопления.
Как спаять пластиковую трубу и как пользоваться паяльником для труб, легко узнать с помощью справочных материалов или видеоуроков, процесс не представляет собой сложности и под силу каждому домашнему мастеру.
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.


