Сборка и сварка ворот из профтрубы
Содержание:
- Механизм и скорость вращения ротора в БК
- Условия для качественного вертикального шва
- 3 Газовая сварка – основные техники и тонкости процесса
- Особенности и характеристика
- Выбор режимов сварки
- Сварка трубы газовым оборудованием
- Фермы в качестве элементов каркаса
- Рассмотрим весь процесс подробнее.
- Способы соединения
- Как нужно варить профильную трубу чтобы не прожечь.
- Вертикальная сварка
- Конструкции
- Как сварить профильную трубу – свои секреты
- Уход и меры предосторожности
- Какими электродами варить профильную трубу?
- Как правильно сваривать тонкие профильные трубы своими руками
- Методика сварки
Механизм и скорость вращения ротора в БК
Роторный механизм включает в себя главную пару и подающее шпулю устройство. В роторе есть колесо, которое ведет шестеренку на главном валу. Он начинает вращаться из-за вращения рукоятки. Она монтируется в отверстие с 4-мя гранями, расположенное на валу. Главная пара — редуктор, он имеет конкретное передаточное число.
Скорость, с которой вращается ротор, находится в зависимости от передаточного отношения привода и от того, как быстро вращается рукоятка. По передаточному числу БК для спиннинга классифицируются следующим образом:
- Силовые (катушка делает один оборот, а ротор в течение этого времени от 3,2 до 4,3 оборота) для троллинга, приспособлены для медленной проводки.
- Универсальные (от 4,5 до 6,1 оборота). Темп проводки любой.
- Скоростные (от 6,2 до 7,2) для твитчинга, джига.
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
3 Газовая сварка – основные техники и тонкости процесса
Данный вариант соединения профильных изделий менее распространен, чем рассмотренный выше, так как шов, получаемый в процессе сваривания, характеризуется недостаточно качественными механическими свойствами. При газовой сварке кромки разогреваются в газокислородном пламени, после чего происходит заполнение зазора между трубами. Как и при использовании дуговой методики, кромки необходимо очистить от грязи, а затем сделать их скос (если стенки имеют толщину от 3,5 мм и выше).
Для этого вида сварочных мероприятий обычно используют кислород или ацетилен. Газовая сварка рекомендована для соединения трубных изделий, имеющих стенки малой толщины. Решив применять именно газосварочное оборудование, не забудьте запастись специальной сварочной проволокой, чей состав идентичен составу свариваемой трубы, а также флюсом, которые требуется для уменьшения окисления металла. Флюс предохраняет металл от агрессивного влияния воздуха, создавая на поверхности расплава тонкую пленку.

Существуют две техники выполнения сварки с применением газового аппарата:
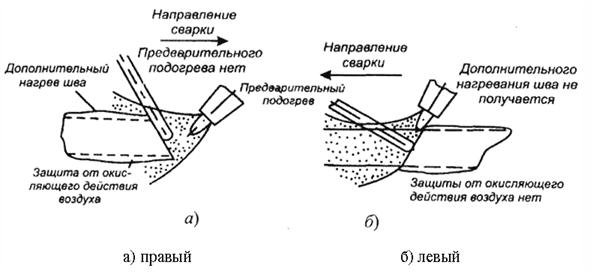
- Шов делается слева направо. Данная схема гарантирует минимальный расход газа и высокую продуктивность работ. Суть ее состоит в том, что присадка направляется за горелкой с пламенем, воздействующей на сваренный участок шва. Техника подходит для труб со стенками более 5 мм.
- Шов справа налево. Схема обеспечивает аккуратный вид шва, рекомендована для тонкостенных труб. В этом случае присадочный материал идет перед горелкой, которая нацеливается на кромки изделий.

Контактная сварка отлично демонстрирует себя в любых монтажных и погодных условиях, после нее получается очень качественный и стабильный шов, но выполнять эту процедуру могут исключительно подготовленные специалисты. В домашних условиях использовать ее практически нереально. Поэтому описывать подробно контактную сварку мы не будем. Скажем лишь то, что ее принцип основывается на нагревании электротоком профильных труб без применения каких-либо специальных присадок.
Особенности и характеристика
Крабы представляют собой скобы с крепежной системой. Сварка откатных ворот из профильной трубы поэтапно? Изготавливаются из оцинкованного листового металла, толщина которого должна быть минимум 1, 5 мм. В основном они нашли свое применение при монтаже трубопроката с сечением 20х20, 20х30, 40х40 и 20х40 мм. Крепление осуществляется посредством силой прижима. Болты затягиваются на самом крабе, а не на соединяемых трубах.
Из-за этого у такой конструкции низкая прочность на разрыв, то есть закрепленную трубу, приложив усилия, можно извлечь из соединительного элемента.
Уличная металлоконструкция, сооруженная с применением крепежных крабов, непрерывно подвергается воздействию неблагоприятных условий (ветра, осадков, перепадов температур, морозов). Постепенно это будет приводить к расшатыванию и потере устойчивости конструкции. Поэтому крепеж нужно периодически проверять, подтягивать и при необходимости проводить ремонт.
Этот вид крепежа позволяет создать каркасную конструкцию, которую можно собирать и разбирать, когда это необходимо.

Выбор режимов сварки
Качество ожидаемого шва во многом зависит от правильности установки параметров режима. Его выбор предполагает уточнение следующих параметров:
- какие электроды планируется применять для работы (их характеристики и диаметр);
- значения параметров подаваемого тока (в том числе и его тип: постоянный или переменный);
- напряжение сварочной дуги;
- скорость протекания процесса;
- количество проходов, необходимое для заполнения шва.
Во многом качество соединения зависит от того какими будут выбраны эти параметры. В зависимости от марки металла, из которого изготовлена труба и толщины её стенок, выбирают какими электродами производить соединение. При правильном выборе режима сварки шов будет хорошим и надёжным.
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике. Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.

Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой. Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм.
- Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля. При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла

Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно. На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Фермы в качестве элементов каркаса
Фермы выполняют функцию дополнительной связывающей детали при обустройстве навеса. Они придают каркасу большую устойчивость и прочность (прочитайте: «Как сделать каркас из профильной трубы для дома – теория и практика»). Для них следует специально нарисовать чертеж. Согласно нормам, проведение расчетов требуется для ферм из труб, у которых угол наклона составляет более 6 градусов. Но специалисты считают, что нужно отталкиваться от 8 градусов.
Дело в том, что зимой на поверхности крыши при незначительном угле наклона будет накапливаться опавший снег. Оптимальным принято значение, равное 15 – 20 градусов. Такой наклон ската кровли подходит для покрытий из профнастила, шифера, пластика, поликарбоната и других современных материалов.
Фермы могут иметь следующую форму:
- треугольную;
- арочную;
- прямоугольную;
- ломанную;
- трапециевидную.
Внутри ферм дополнительно монтируют стойки, прогоны, раскосы, подкосы. В чертеже должны быть указаны как размеры, так и перечень и количество материалов, которые потребуются.
Далее монтируют обрешетку из бруса высотой 50 миллиметров. Она нужна для фиксации покрытия кровли. Деревянный брус следует предварительно обработать антисептическим средством, либо покрасить краской, чтобы не допустить порчу древесины.
Рассмотрим весь процесс подробнее.
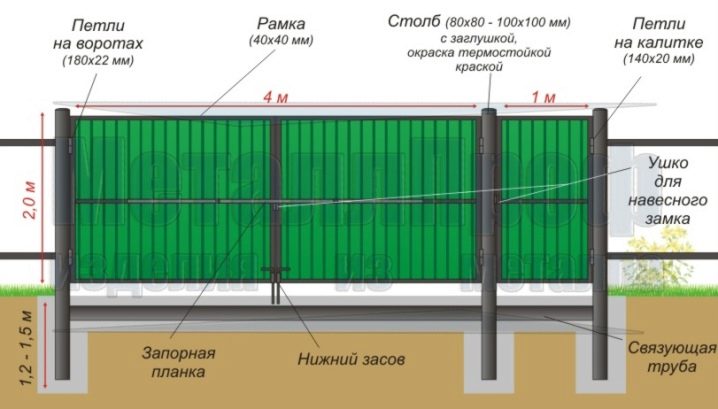
Проект необходимо начать с чертежа будущей конструкции. Необходимо все тщательно замерить, чтобы калитка вписалась в отведенный ей участок, просчитать количество расходного материала, иначе придется терять время на докупку или выбросить деньги на ветер, если приобрести больше необходимого. С правильным чертежом работа пойдет легко и по графику, с неправильным вы потеряете время на состыковки и поиск дополнительного решения, деньги и нервы, а они, как известно, в отличие от финансов, не восстанавливаются.
Итак, заранее определитесь, из каких материалов планируется изготовление калитки. Просчитайте все размеры, чтобы приобрести необходимое количество, рекомендуется с небольшим запасом, на всякий случай, например, если в процессе работы что-то будет испорчено.
Если не угадать с количеством закупаемого материала, например, купить меньше, потеряете время, так как рабочий процесс остановится, к тому же столкнетесь с проблемой докупки маленького количества. Если приобрести больше необходимого, остатки могут вам в дальнейшем не понадобиться, а продать их в силу малого количества, вряд ли удастся.
Что вам понадобится для работы:
- профильная труба, возможно, разного размера, если это предполагается чертежом;
- обшивочный материал (доски, листы металла или иное);
- саморезы, которыми обшивка будет крепиться к каркасу;
- опорные трубы;
- петли для соединения опорных труб и калитки;
- ручка дверная;
- замок;
- смесь для бетона (песок, цемент, вода);
- шуруповерт (экономит время и облегчает процесс, но можно и отверткой);
- лопата, чтобы вырыть ямы для установления опор;
- измерительные инструменты (линейка, уголок, строительный уровень и др.);
- болгарка;
- шлифовальный круг;
- сварочный аппарат;
- электроды;
- защитные перчатки, защита при сварочных работах, очки.
Сварка каркаса из профильной трубы, если у вас есть базовые навыки, процесс достаточно простой:
- Прикрепите к болгарке шлифовальный круг и зачистите места сварки. Это необходимо для защиты от заусениц и ржавчины.
- Прихватите концы труб в нескольких местах.
- Проверьте, правильно ли расположены трубы в конструкции.
- Если все правильно, доведите сварку до полного завершения, если нет, сначала подгоните трубы до правильного расположения.
- Приварите петли к опорным столбам и каркасу.
- Отшлифуйте места сварки.
Можно сделать столбы из кирпичей, но в этом случае все равно понадобятся рамы калитки из профильной трубы, к которым будут приварены дверные петли.
Для такого типа калитки необходима обшивка. Изначально предполагается, что профильные трубы выступают в роли скелета. Без обшивки через калитку можно будет свободно пролезть, но даже если приварить много труб, калитка не скроет участок от любопытных глаз.
Плюсы обшивки из профнастила на металлическом каркасе:
- легкий монтаж;
- можно подобрать варианты на любой кошелек;
- широкая цветовая гамма;
- небольшой вес;
- долговечность.
Минусы:
- высокая деформационная уязвимость;
- можно пробить острым предметом;
- легко царапается, утрачивая в поврежденном месте антикоррозийные свойства.
Необходимо следить за этим и вовремя принимать меры профилактики и ремонта.
После того как вам удалось все сварить, сварочный аппарат и компрессор откладываете в сторону и начинаете установку конструкции.
- Копаем две ямы (в местах установки опорных столбов). Рекомендованная глубина – треть от высоты опорного столба, если будет меньше, возникнут проблемы с устойчивостью.
- Установите столб в яму, проверьте уровнем его правильное вертикальное расположение.
- Заливка бетона для установки стоек.
Помимо полного бетонирования, используются методы:
- комбинированная установка;
- бутование;
- забивка в грунт.
Если у вас есть сомнения, вы хотите точно знать, какие материалы и инструменты вам нужны для работы, какие минусы и плюсы, исходя из вашей конкретной ситуации, проконсультируйтесь со специалистом. Вам помогут все правильно подобрать.
Способы соединения
Можно выполнить соединение трубопроката, используя крабы, муфты, болты, хомуты для квадратных труб и другие соединительные элементы, в том числе изготовленные своими руками.
Две профильные трубы можно соединить под углом 90° с помощью стального уголка.
Для стыковки труб с одинаковым сечением можно изготовить соединительный элемент своими руками. Для этого понадобится сварочный аппарат.

Необходимо взять отрезок трубы с сечением, большим, чем сечение соединяемых элементов, чтобы их можно было вставить в нее. Соединительный элемент разрезается на две части, и на одном конце каждой из них делается скос под углом 45°. После этого из сложенных скошенными сторонами двух половинок трубы сваривается уголок 90°.
На краях полученного элемента делаются отверстия размером не более половины толщины стенки профиля, и присоединяются гайки с соответствующим этим отверстиям диаметром. На концах соединяемых труб тоже делаются такие же отверстия.
Соединение профильных труб посредством крепежных элементов может быть хорошей альтернативой горячей сварке для легких построек. В иных случаях лучше использовать сварочные квадратные трубы.
Как нужно варить профильную трубу чтобы не прожечь.
После окончания подготовки, начинаем варить наше изделие. При толщине детали 1,5 мм необходимо начинать именно на прихватке, чтобы не прожечь тонкий металл.
Рассмотрим правильную последовательность как сварить тонкостенные детали из профильной трубы встык:
- Зажигаем дугу на прихватке;
- Ведем вдоль стыка на расстояние около 10 – 15 мм углом назад без колебательных движений и возвращаемся;
- Дугу делаем как можно короче, чтобы конец электрода отступал от расплава сварочной ванны не более чем на 1,5 мм. Это обеспечит лучшую защиту сварочной ванны. При прохождении процесса на короткой дуге снижается напряжение, следствием является уменьшенная температура расплавленного метала. Именно так нужно варить профильную трубу чтобы ее не повело.
- Подходя к концу стыка, нельзя просто оборвать дугу. Необходимо вернуться на металл шва миллиметров на 20 и там уже оборвать дугу. Если этого не сделать, то в конце шва будет кратер.
- Отбиваем шлак, удаляем брызги металла.
Использование прихваток.
Если вы начинающий сварщик, то сварку профильной трубы инвертором для вас лучше вести с использованием дополнительных прихваток. Их необходимо сделать не только по краям, но и по одной прихватке в середине.
Как уже говорилось лучше применять электроды как можно тоньше: 2,0 — 2,5 мм. Если в процессе у вас дрожит рука и высота дуги колеблется, придерживайте электрод указательным пальцем левой руки. Так постепенно и можно научиться варить.
Для начинающих сварщиков в конце статьи очень полезные видео, посмотрите их. Еще один способ как Вам не прожечь профиль. Если металл все равно прожигается, для вас есть способ-лайфхак. Необходимо в трубу установить прямоугольник или квадрат из металла, подходящий по сечению. К примеру, для профиля 20х40 можно взять металл прямоугольного сечения 15х35.
После этого необходимо состыковать изделия между собой и начинать варить. Квадрат будет отводить тепло и деталь не будет прожигаться. Полезная хитрость для начинающего сваривать.
Как сварить профильную трубу толщиной 1.5 мм и более?
Точно также, единственное отличие, что при толщине 3 мм и более, диаметр электродов будет больше. Также вам может помочь еще один способ –вополнения процесса с отрывом. При этом способе дуга также зажигается на прихватке, делается небольшая задержка и обрывается. Далее дуга зажигается на заваренном участке, опять производится сваривание «точки» и снова обрывается. При этом способе сварочный ток может быть выше порядка 95 -115 А. Дуга лучше будет зажигаться, а электрод не будет прилипать.
Вертикальная сварка
В случаях, когда требуется скрепить между собой две металлические заготовки в разных плоскостях, применяется метод вертикальной сварки. Способ сложен своими отличиями от обычных, поэтому некоторые технологические методы в нем не работают. Это происходит, так как в подобном положении возникают сложности из-за сползания деталей вниз под воздействием силы тяготения. Поэтому сварщику требуется приложить максимум технических умений, основанных на правильных знаниях.

Для начала новичку необходимо освоить правила обращения со сварочным аппаратом, который будет обеспечивать легкий поджог дуги и стабильное ее горение. Основные правила:
- Полуавтоматная сварка. Таким методом достигается хорошее качество. Если правильно настроить аппарат, он получится ровный и без обрывов. Неудобством для некоторых считается необходимость использования баллонов газа.
- Способ электрошлаковый. Такая сварка происходит путем нагревания зоны плавления шлаковой ванной. Этим методом есть возможность сваривать металл любой толщины.
- Электрический, сейчас самый удобный аппарат. Научившись обращаться с ним, варить вертикальный шов таким инвертором для начинающих будет легко.
Каждый из данных путей осуществления вертикальной сварки хорош. Однако, чтобы добиться результата, потребуется учитывать еще много требований.
Конструкции
Поскольку калитка – это составная часть ограды, то ее конструкция обычно зависима от конструкции ворот или забора. Конечно, это справедливо для тех случаев, когда хозяева выполняют ограду в едином стиле.
Калитки могут устанавливаться:
- независимо от ворот,
- в комплекте с воротами;
- являются составной частью ворот.
Калитки вместе с воротами могут также иметь разные варианты установки:
- Ворота устанавливаются в одном проеме забора, калитка – в соседнем.
- Ворота и калитка установлены в один общий проем, разделенный столбом из кирпича, камня, металлической трубы.
- Разделитель не выделяется на фоне ворот.




Классические калитки, как правило, делают распашными. Целесообразно делать ее распахивающейся вовнутрь. Это обеспечит безопасность как хозяев, так и гостей. Представьте, что на улице грязь, а калитка открывается наружу. Вам придется отходить назад, давая возможность дверце раскрыться. При этом вы рискуете не увидеть, что происходит за спиной, и как минимум, влезть в коварную лужу.


Калитки состоят из 4 важных частей: обшивка, каркас, петли, запор.
Каркас чаще всего встречается металлический, поскольку он лучше выдерживает нагрузки и внешние воздействия, чем дерево. Лучше всего изготавливать его из металлопрофиля
Такая труба будет прочнее и что немаловажно, красивее. По форме каркас обычно прямоугольный, при этом верх не обязательно плоский – он может выгибаться в разные стороны
При построении каркаса обязательно учитывается, где будет размещен замок и какая будет обшивка.
Обшивка может быть абсолютно любая! Это и доски из дерева, разнообразный пластик, стальные листы и даже старые инструменты, части от велосипедов, колеса… Нет предела фантазии! Ее можно сделать сплошной, с отверстиями, комбинированной.


Далее идут петли. Они могут быть различными:
- гаражные, так называемые «бочонки» – самый оптимальный вариант;
- обычные дверные;
- «рояльные»;
- самодельные.
Последние по списку, но не по значению – ручка и замок. Их разнообразие впечатляет даже больше, чем варианты обшивок!
Замки делят на врезные и накладные, а также механические, электромеханические и электрические.
Механическая модель замка отличается от электромеханической тем, что в последней содержится особый электромагнит, позволяющий открывать замок на расстоянии. Такой вариант запора можно подвести к домофону и открывать, не выходя из дома. Электрический замок имеет те же возможности, однако полностью зависит от напряжения. Если нет света – замок бесполезен.
Есть хозяева, которые предпочитают установить автоматическую систему распахивания на калитку. Удобно, беспроблемно, никаких механических усилий. Только одно «но»: вручную отворить калитку гораздо быстрее, чем ожидать, пока это совершит электропривод.
Ручки могут быть самыми невероятными, вплоть до их отсутствия.
Как сварить профильную трубу – свои секреты
Первым советом будет тщательная зачистка поверхностей и самое главное – идеально ровный срез обеих сторон, которые будут соединяться.
Специалисты с многолетним опытом всегда советуют новичкам придерживаться нескольких основных пунктов. Их эффективность неоднократно была применена на практике.
Итак, основные моменты соединения, известные только «бывалым»:
- Основная проблема неопытных сварщиков в том, что они забывают проверять правильность всей конструкции. Всегда контролируйте геометрию металла. Их часто начинает крутить во время сварки. Особенно это касается профильных труб.
- Качество шва и его надежность напрямую зависит от скорости, с которой производится сваривание элементов. Скорость должна быть такой, чтобы специалист успел скрепить изделия до остывания разогретой кромки.
- Для профильных труб не используют пропанобутановые, а также ацетиленовые горелки. Их температура слишком высока.
Уход и меры предосторожности
- Леска не должна попадать на вращающиеся детали катушки.
- Оставляя катушку храниться до следующего использования, нужно позаботиться о том, чтобы она была сухая.
- Ежегодно рекомендуют производить открытие корпуса катушки и смазывание ее механизма специальной смазкой.
- Использовать катушку следует согласно инструкции, в противном случае при поломке придется рассчитывать на собственные силы: гарантия не распространена на повреждения, вызванные некорректным использованием БК.
- После применения катушку нужно протирать спиртом (открытые места) и смазывать ролик лесоукладывателя смазкой.
Деталей в безынерционной катушке много. «Безынерционная», т. к. инерции на барабане при забросе нет, положение шпули в катушке фиксированно. Это сложное устройство
Если за ним ухаживать и соблюдать меры предосторожности, БК прослужит много лет. При исправной работе не рекомендуется чаще раза в год разбирать катушку. Со знанием как устроена катушка для спиннинга вас не застанет врасплох никакая поломка!
Со знанием как устроена катушка для спиннинга вас не застанет врасплох никакая поломка!
О профилактике безынерционной катушки смотрите в видео. Приятного просмотра!
Какими электродами варить профильную трубу?
Так, как для изготовления профильных труб используют конструкционную сталь обычного образца, можно воспользоваться стандартными, самыми распространенными электродами. К примеру, марка ОМА-2 идеально подойдет для данной цели. В состав изделий данной марки входят концентрат титана и ферромарганец.
Видео — Применение различных электродов:
Также многие опытные сварщики рекомендуют использовать электроды с маркировкой на упаковке МТ-2. Они, как правило, задействуются вместе со сварочными выпрямителями. Основной критерий при выборе – устойчивая дуга и равномерный расход присадочных материалов.
 Разновидности электродов
Разновидности электродов
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.

Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться – это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.

Рис.13 Как варить профильную трубу 2 мм. в стык
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх – это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу – что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.

Рис.14 Сваривание тонкой профильной трубы при тавровом соединении Для сварки тонкостенного профиля 2 мм. электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм. в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.
Методика сварки
Сварка каркаса из профильной трубы может осуществляться любым из следующих видов:
- газовая;
- электродуговая.
Газовая сварка
Газовая сварка производится в результате расплавления металла и заполнения пустого пространства присадкой.
Технология газовой сварки
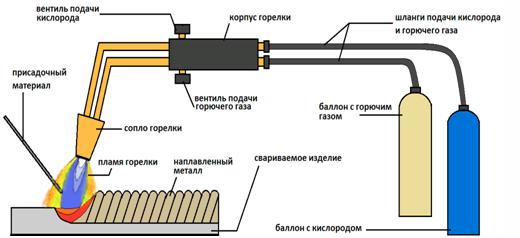
Для газовой сварки потребуется:
- специальный сварочный аппарат с набором наконечников для горелки;
- баллон с кислородом;
- баллон с горючим газом (наиболее часто используется ацетилен);
- присадочная проволока (требуется, чтобы проволока была изготовлена из того же материала, что и свариваемые трубы);
- сварочный порошок (флюс), позволяющий снизить окисления металла и защитить шов. Флюс наносится на поверхность трубы перед началом сварки;
- элементы индивидуальной защиты сварщика (маска).
При газовой сварке требуется строго соблюдать технику безопасности, так как применяемые газы взрывоопасны.
Соединение труб при помощи газовой сварки может быть выполнено 2-мя способами:
- слева направо. Присадка подается после разогрева горелкой, что позволяет сваривать трубы толщиной более 5мм. Шов получается не совсем ровным и требует дополнительной доработки. Таким способом происходит сварка ворот из профильной трубы и иных объемных конструкций;
- справа налево. Присадка подается перед горелкой, что позволяет получить наиболее ровный шов. Преимущественно применяется для труб, толщиной менее 5мм, например, сварка ферм из профильной трубы, садовой скамейки и так далее.
Доступные способы образования сварного шва
После полного остывания шов рекомендуется зачистить и защитить от коррозии.
Газовая сварка используется для соединения профильных труб, изготовленных из цветных металлов (латунь, алюминий, медь и так далее).
Преимуществами газовой сварки являются:
- простота. Сварка конструкции газовой горелкой не требует специальных знаний и навыков;
- доступность. Требуемые компоненты (газы) можно купить без особых трудностей;
- отсутствие необходимости мощного источника электрического тока.
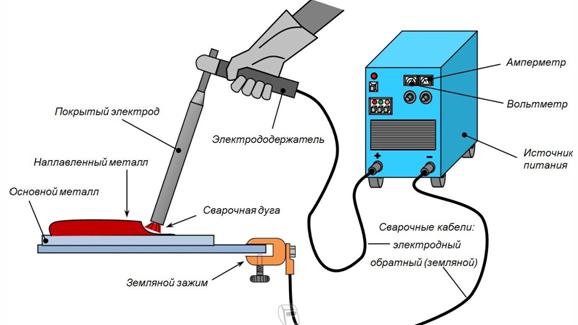
Электродуговая сварка
Дуговая сварка применяется при соединении профильных, произведенных из черных металлов, то есть стали.
Электродуговая сварка производится при помощи:
- сварочного аппарата;
- электродов.
Технология использования электродуговой сварки
Подбор электродов и необходимого тока для сварки осуществляется на основании толщины металла профильной трубы.
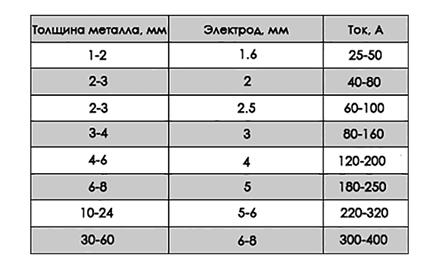
Таблица соотношения свариваемого металла и применяемых электродов
В таблице даны рекомендуемые параметры электродов. Чтобы убедиться в правильности выбора электрода, требуется выполнить тестовый шов на небольших отрезах труб.
На качество сварного шва влияет и сила тока. Чтобы шов получился максимально прочным, требуется достичь наиболее высокой возможной силы тока.
Сварка профильной трубы инвертором осуществляется в следующем порядке:
- свариваемые отрезки профильных труб надежно фиксируются для предотвращения их деформации и смещения. Для этого можно использовать как специальные приспособления, так и подручные инструменты;
- в 4-5 точках производится точечная сварка (прихватка), позволяющая предварительно соединить детали;

Начальный этап сварки конструкции
- проверяется правильность конструкции. При необходимости с помощью молотка исправляются недочеты;
- стык окончательно проваривается. При этом рекомендуется следить за скоростью движения электрода, чтобы металл труб успевал полностью расплавиться и при этом не просесть внутрь профиля.
Профильные трубы толщиной более 5 мм рекомендуется сваривать в несколько этапов для получения прочного шва. При этом сварка производится в противоположных направлениях относительно друг друга.
После завершения сварки конструкции требуется остыть для предотвращения деформации профильной трубы.
Готовый шов зачищается специальными инструментами, например, углошливовальной машиной.

Обработка шва бормашиной
Место сварки требует качественной защиты от воздействия окружающей среды, так как металл, подвергнувшийся воздействию высокой температуры, ржавеет в несколько раз быстрее.
Об электродуговой сварке можно узнать подробнее, посмотрев видео.
Все сварочные работы требуется проводить, соблюдая технику безопасности и применяя средства для защиты сварщика. Выбор метода сварки зависит от материала, из которого изготовлены профильные трубы, а также от оборудования, имеющегося в наличии.

