Гибка алюминиевых труб с помощью трубогиба и подручных средств
Содержание:
- Технологии сгибания алюминиевой продукции
- Как избежать овализации
- Как согнуть дюралевую трубу
- Методы сгибания трубы под прямым углом
- Манипуляции и их характеристики
- Как согнуть профильную трубу под 90 градусов
- Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
- Необходимые приспособления
- Технология выгибания труб
- Стационарное оборудование
- Используем наполнители — песок и воду
- Основные ошибки при работе
- Особенности гибки профильного сортамента
- Специфика работы
- Эффективное сгибание пластиковых элементов
- Что такое процесс сгибания и как согнуть алюминиевую трубу
Технологии сгибания алюминиевой продукции
Загнуть трубу из алюминия можно несколькими методами. Прежде, чем приступить к работе, нужно подготовить следующие инструменты:
- Трубогиб, либо станок Вольнова;
- Пружину с диаметром, соответствующим размеру изделия;
- Проволоку;
- Специальный прибор для изгиба.
Отметим, что для первой технологии сгибания алюминиевых конструкций использование специальной машинки необходимо.
Порядок проведения работ следующий:
- На машинке для сгибания зафиксируйте необходимый угол;
- Машину нужно держать в руках или прижать в тисках;
- Вставить участок трубы, подлежащий изгибу;
- Свести рукоятки до нужного угла сгибания.

Станок Вольнова
Во втором способе образования изгиба на трубах используется станок Вольнова, работы проходят по следующей инструкции:
- Алюминиевая труба располагается между роликами таким образом, чтобы её окончание попадало в хомут;
- Пружина размещается внутри конструкции на месте будущего изгиба (пружина предохраняет изделие от деформации);
- При помощи ролика производится изгиб трубы;
- Проволокой извлекается пружина;
- Если вы хотите произвести процесс быстрее и легче, изначально нужно прогреть трубу.
Как избежать овализации
При проведении «холодного» сгибания, есть тонкости, учитывая которые у профиля сохраняется поперечное сечение. Для этого устанавливаются ограничители:
- внутренний — не позволяет сужаться трубопроводу;
- наружный — он не даёт возможность расширяться боковым стенкам.
Изготавливая теплицу из профильной трубы, нет надобности в соблюдении точности радиуса изгиба, поэтому не стоит тратиться на покупку дорогого станка.
Подойдёт подручный инструмент, он есть у любого домашнего мастера. Применяя его, можно сделать вполне приличную заготовку для парника на даче.
Советы и рекомендации
Занимаясь гибкой, нужно учитывать ряд обстоятельств:
- закупая профиль, убедитесь, что они все одинакового размера, марки стали и принадлежат одной партии поставки;
- при использовании сварных профилей сторону со швом ориентируйте к внутреннему радиусу, в противном случае возможен его разрыв;
- работая с болгаркой, не забывайте использовать защитные средства в виде очков или маски;
- следует учитывать, что концевые участки не всегда удается согнуть до требуемого размера, поэтому при расчете длины заготовки нужно учесть их длину и отрезать такие куски по окончании формирования детали;
- нужно провести антикоррозионную обработку металла и в дальнейшем производить ее регулярно.
Услуги по гибке
Такой сервис не мог не стать отдельным направлением развития бизнеса, поскольку предполагает в промышленном варианте использование довольно сложного технологического оборудования.
Услуги по гибке также присутствуют на рынке и предполагают исполнение как радиусной гибки, так и арочной. Разделение происходит таким образом, потому, что для каждой из этих операций применяется специфическое оборудование. В первом случае это трубогиб, во втором трехвалковая вальцовка.
Нужно признать, что ценовые показатели за выполнение таких операций весьма приемлемые:
- стоимость одного углового сгиба составляет 30 рублей;
- один погонный метр арочного пролета обойдется также в 30 рублей.
Приспособления для гибки
Конструкция сооружения зависит от диаметров, с которыми предстоит взаимодействовать.

Для трубопрокатных материалов с диаметром до 20 мм можно сделать простое приспособление, состоящее из стальных штырей, помещенных в бетонную плиту. Труба, вставленная между штырями, сгибается на нужные размеры.
Но, когда диаметр превышает 20 мм, то для сооружения нужно разработать более сложные конструкции.
Как вариант: пару роликов с круглым боковым сечением на гранях закрепляют на устойчивое мощное основание. Радиус данной грани ролика обязан совпадать с диаметром трубопрокатного изделия, которое необходимо загнуть.
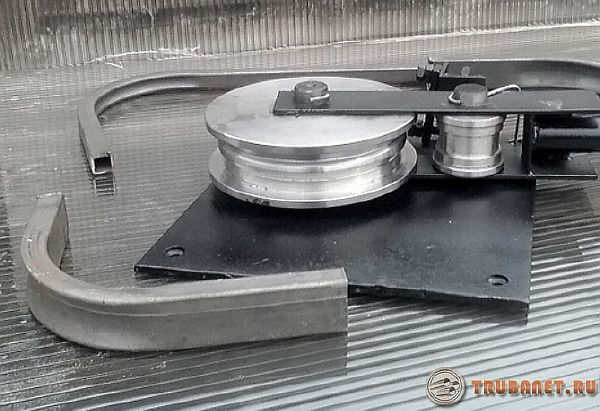
Заготовка вставляется между роликами и ее конец фиксируют. Другой конец крепят к лебедке, и ее приводят в действие. Когда угол на трубе достигает требуемого параметра, лебедку останавливают.
Весь процесс создания данного трубогиба необходимо разделить на следующие этапы.
- На валах нужно закрепить шестерни и подшипники. Шестерни фиксируют через шпонку. Подшипники советуют приобретать в комплекте с опорами.
- Шестерни и цепь подходят от любого автомобиля.
- Используя сварочный аппарат, варится основание, и к нему прикручивают вал прижима.
- Далее приваривают пружинные гайки и площадку для них.
- Прикручивают опорные валы внизу.
- Сооружается натяжная цепь.
- На финальном этапе приделывают ручку к валу (советуют использовать ручку, которая вращается).
Такое устройство быстро выполняет деформацию путем пропуска через него трубопрокатного изделия.
Как согнуть дюралевую трубу
Здесь оптимальны стандартные варианты сгибания. При горячем процессе сгиба изделие, соответственно, заполняют песком, а при холодном — используют нагретый свинец, парафин или канифоль.
Учтите, что если изделие будет заполнено канифолью, то нагрев лучше производить не в центре, а с концов, т.к. нагревание посередине может привести к разрыву изделия.

Сгибать трубу следует не резко, а плавно
Согнуть можно несколькими приемами:
- С помощью проталкивания;
- Используя прокатку;
- С применением специальной обкатки.
Первый способ применяется в том случае, если необходимо получить арку или дугу из достаточно тонких видов трубы. Сгибание проталкиванием характеризуется тем, заготовка проходит между двумя роликовыми механизмами, один из которых должен отклонять изделие от прямой линии. Для второго способа применяется трубогиб с 3 роликами. В этом случае трубка проходит через приводные ролики, которые при необходимости могут изменить свое положение. Третий вариант сгибания основан на том, что элемент будет загибаться по оси ролика с определенным диаметром, благодаря внешнему давлению. Труба в этом случае не должна иметь жесткой фиксации. Для этого лучше применять особый тип трубогиба.
Во многих строительных работах мастеру необходимо согнуть или, напротив, выпрямить трубу из алюминия или другого материала. Для этого применяется большое количество различных способов, но оптимальным, хотя и дорогим, является применение специального инструмента – трубогиба, который позволяет достичь нужного угла при наличии дополнительного физического давления.
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.

Методы сгибания трубы под прямым углом
Металлические изделия отличают особой прочностью, однако особое воздействие на этот материал позволяет придать ему необходимую форму.
Согнуть металлическую трубу самостоятельно можно несколькими способами:
С помощью колышков. При таком способе сгибания возрастает риск образования дефектов трубы или ее поломки. Решить проблему помогает заполнение внутренней полости сухим мелким песком. Предотвратить его высыпание можно с помощью заглушек на обоих концах трубы. После этого можно приступать к непосредственному сгибанию трубного изделия. Заготовку вкапывают в землю и методом рычага стараются выполнить сгибание. Для проверки своих сил можно потренироваться на не пригодных стройматериалах аналогичного состава. Такой способ становится решением задачи, как согнуть тонкую трубу, например, диаметром 16-20 мм. Допускается применять этот прием и для более толстых конструкций, но стоит помнить, что это будет более трудно
Особенно важно помнить, что не все материалы можно сгибать указанным методом. Оцинкованные изделия требуют использования других способов.
Методом нагревания
Изменить форму алюминиевых или стальных трубопроводов можно при нагревании. Конструкция заполняется песком и закрепляется в тисках. С помощью газовой горелки нагревается участок трубы, где планируется выполнить сгиб. Определить предел температуры нагревания алюминиевых труб можно следующим образом: бумажный листок, поднесенный к нагреваемому участку, должен начать дымиться (про
Манипуляции и их характеристики
Профильный трубопровод может сгибаться, как в холодном, так и в горячем виде.
Значительно увеличивается пластичность, если нагреть трубу газовой горелкой.
Но материал небольшого сечения можно согнуть и без воздействия повышенной температуры, все потому, что тонкая труба достаточно пластична, и без проблем поддается сгибанию.
Точного указания по поводу применения нагрева профильной трубы не существует.
Нормативами обозначаются исключительно размеры круглого проката.
Согласно им, проводить воздействие пламенем на обрабатываемую зону, необходимо при радиусе 10 см и больше.
С трубами квадратной и прямоугольной формы все происходит совершенно по-другому.
Основываясь на опыт народных знатоков:
- с профильной высотой до 1 см заготовку стоит гнуть холодным способом;
- если профильная высота 4 см и больше труба гнется с предварительным нагревом.
Чтобы просто и легко согнуть в домашних условиях трубу с профильной высотой от 1 до 4 см, вам придется самим экспериментировать.
Если вы вооружились профилегибом, им создается арочное закругление без предварительного нагревания.
Если нет необходимого оборудования, лучше предварительно рассчитать собственные силы.
Зажмите в тисках один сторону материала, на второй конец наденьте трубу на размер больше высоты профиля и согните увеличенную «зону».
Если вы добились желаемого результата, греть металлические изделия нецелесообразно.
Как согнуть профильную трубу под 90 градусов
Профильные трубы с поворотом 90 градусов не имеют острых углов, и смотрятся эстетично.
Сначала необходимо подготовить инструмент — аппарат для сварки, болгарку, диски.
Рассмотрим пошагово процесс загиба профиля.
Как согнуть профильную трубу под 90 градусов.
 Watch this video on YouTube
Watch this video on YouTube
Отмечается точка изгиба на заготовке, а на всех сторонах делаются метки поперечных линий. Отмеряется половина ширины, её размер отмечается на первой линии, и на всех поперечных.

Проводятся радиусные линии — для этого используется циркуль или другой круглый предмет. Данные линии делаются с двух сторон, а также отмечается место, которое будет удаляться.

Делаются надрезы с одной стороны между двумя метками. После удаляются две боковушки.

Заготовка немного отгибается в обратном направлении, а затем во внутрь. В итоге выходит прямой угол внутри, и закруглённый снаружи.


С помощью сварного аппарата, участок изгиба схватывается с обеих сторон, после чего производится сварка всех швов.

Удаляется шлак, а швы обрабатываются лепестковым зачистным диском.

Этот способ подойдёт, чтобы согнуть своими руками профиль любого размера.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Читать также: Карбюратор партнер 350 регулировка
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Источник
Технология выгибания труб
В домах и квартирах применяются трубы из самых разных материалов. Соответственно, для каждого их типа имеются свои методы выгибания (см.также статью “Как осуществляется гнутье профильных труб”).
Металлические трубы
Согнуть металлическую трубу довольно сложно, однако, вполне реально. Причем, практически для всех типов металлических труб можно использовать один и тот же метод. Пожалуй, проще всего выполнить данную операцию с медным изделием, так как медь является мягким материалом.
Главная проблема заключается лишь в том, чтобы избежать надлома, но сделать это не сложно – надо лишь заполнить трубу песком. Таким образом, получится предотвратить деформацию сечения на изгибе.

Приспособление для изгиба металлических труб
Но, если с медной трубкой все просто и понятно, то как согнуть алюминиевую трубу в домашних условиях или стальную, ведь сделать это руками вряд ли удастся? Решением проблемы является использование газовой горелки.
Инструкция по выполнению этой процедуры с помощью горелки выглядит следующим образом:
- В первую очередь трубку надо вставить в тиски.
- Затем место изгиба нужно нагреть газовой горелкой.
- После того как участок трубы достаточно нагреется, ее можно согнуть взявшись в рабочих рукавицах за длинный конец трубы.

Резиновая киянка
Отдельно следует сказать о том, как согнуть квадратную трубу в домашних условиях, так как эта процедура отличается от вышеописанной:
- В первую очередь полость изделия нужно заполнить песком и вставить с двух сторон деревянные чопики, чтобы песок не высыпался.
- Затем деталь укладывается на две опоры, участок изгиба при этом должен оказаться на весу.
- После этого по месту изгиба следует ударять резиновой киянкой до получения нужного результата.
Существует еще один метод, который позволяет загибать трубы даже большого диаметра – это выполнить надрезы. Правда, после завершения операции надрезы нужно заварить и затем зачистить сварные швы.
Следует отметить, что данный способ подходит как для круглых, так и квадратных металлических труб.

Изогнутая пластиковая труба
Пластиковые
Пластиковые изделия не предназначены для изгиба, так как деформация приведет к сужению внутреннего диаметра и потери пропускной способности. Для выполнения поворотов используют специальные готовые детали – фитинги.
Причем, их цена вряд ли кого-то побудит заниматься изгибом в целях экономии.
Если же нужно получить плавный обход какого-либо препятствия, следует воспользоваться так называемой обводкой, специально выполненной производителем для данных целей. Однако, для тех, кто, не смотря на все рекомендации, настаивает на необходимости изгиба, все же есть способ, как согнуть пластиковую трубу в домашних условиях.

Разогрев трубы строительным феном
Итак, операция выполняется следующим образом:
- Внутрь изделия надо завести пружину подходящего диаметра, что позволит сохранить его внутренний диаметр.
- Далее участок изгиба разогревается строительным феном.
- После размягчения пластика, загнуть деталь трубопровода своими руками не составит труда. Однако, необходимо ее удерживать в таком положении до полного остывания.
- В завершение процедуры нужно вытащить пружину.

На фото – загибание металлопластиковой трубы при помощи пружины
Металлопластиковые
На первый взгляд может показаться, что металлопластик гнется без каких-либо проблем и даже не требует особых усилий. С одной стороны так и есть, но только если нужно получить изгиб большого радиуса. Если же радиус поворота должен быть незначительным, то материал может просто переломаться.
Чтобы не допустить поломки детали и деформации сечения, как и в предыдущем случае надо воспользоваться пружиной. Так как материал достаточно мягкий, участок сгиба можно не нагревать.
Вот, пожалуй, и все наиболее эффективные способы как гнуть трубы в домашних условиях.
Стационарное оборудование
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок. Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении. По числу роликов делятся на группы:
Читать также: Как пользоваться динаметрическим ключом трещоткой
У первых два ролика вращаются в одном направлении и находятся на одной линии, осуществляя подачу профиля на третий ролик, вращающийся противоположно. Регулируя расстояние между двумя сонаправленными элементами, мастер изменяет радиус сгиба алюминиевой заготовки. Если требуется получить очень малый радиус, выполняют несколько проходов через ролики.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Основные ошибки при работе
До того, как приступить к работе, надо провести чистку изделия от грязевых отложений. Для этого не рекомендуется применение абразивной щетки. Работы проводят с аккуратностью, чтобы не содралась окисная щетка.
Внимание! После придания изгиба изделие может изменить первоначальную длину. Поэтому необходимый размер отрезка следует формировать после проведения всех мероприятий по сгибанию
Если для сгибания используется газовая горелка, то по достижению нужной пластичности сразу производят изгибание детали, пока она не остынет. Если трубы искривлены полностью, то не стоит обрабатывать данные трубы. Это говорит о низком уровне качества изделия. Изделия для изгиба не должны иметь заусенцы, сколы, трещины.
Особенности гибки профильного сортамента
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
К профильному сортаменту относятся трубы с сечением в виде квадрата, овала, прямоугольника.
Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профильных труб в домашних условиях без наличия специального оборудования:
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.
Не учитывая эти требования можно даже не надеяться на хороший результат. Способы гибки не отличаются от применяемых при работе с изделиями с круглым сечением. Кроме того, можно использовать способ ручной гибки с выполнением поперечных распилов, которые выполняют на трех сторонах трубы.
Длину резов и их количество определяют путем расчетов. Допустим, есть труба 40 х 90 мм. Нужно выполнить полный разворот, т.е. согнуть по стенке 40 мм под углом 180⁰ радиусом 150 мм. Сначала вычисляют длину полуокружности по наружному радиусу:
L = (2π r : 2 = 2х 3,14 х 190) : 2 = 596,6 мм
Для внутреннего радиуса вычисления такие же:
Lвн. = (2 х3,14 х 150) : 2 = 471 мм.
Сумму длин резов на внутреннем радиусе определяют по формуле: Lвыр = L – Lвн = 596,6 – 471 = 126 мм.
Желающие собственноручно сделать ручной трубогиб или станок для гибки профильной трубы собственными руками в предложенных нами статьях найдут массу полезной информации, схемы и полезные рекомендации.
Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.
 Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги
Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги
Есть еще один способ, которым сгибают профильные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.
Специфика работы
Есть лишь одна сложность при деформации заготовки из алюминия. Хоть материал весьма пластичен, в месте сгиба возможно появление трещин, а сам профиль может согнуться не так ровно, как хотелось бы. Но это случается не всегда, и чаще из-за недостатка опыта человека. Если же использовать современное оборудование (которое доступно не только для крупных предприятий), проблема даже не проявит себя.

Для работ в домашних условиях понадобится не самое дешевое оборудование. Рекомендуется его приобретать, только если гибка алюминия является частью регулярно выполняемых работ. Теперь — о методах сгибания профиля при помощи машин и без них.
Эффективное сгибание пластиковых элементов
Трубы из поливинилхлорида достаточно просто согнуть с помощью определенной инструкции. Выполняя ее пункты, можно легко и просто в домашних условиях придать пластиковому трубопроводу нужную форму, не прибегая к посторонней помощи.
Для сгибания пластиковой трубы выполняются следующие действия:
- В любом строительном магазине нужно купить древесноволокнистую плиту, которая необходима для сооружения специальной оправы. С помощью этой оправы выполняется сгибание пластиковой заготовки до того момента, когда изделие примет нужную форму.
- Согнув плиту до нужного радиуса, следует отшлифовать ее поверхность. Можно воспользоваться в этом случае мелкой наждачной бумагой.
- На следующем этапе из силикона формируют оболочку для сгибаемого элемента. Она должна соответствовать форме и размеру трубы. С помощью оболочки заготовка из ПВХ фиксируется на оправе из ДВП. Кроме того оболочка служит своеобразной защитой для поверхности пластиковой трубы, предотвращая образование различных дефектов, включая царапины, сколы и другие механические повреждения.
- Далее металлопластиковая заготовка помещается непосредственно в оболочку.
- Теперь можно приступать к нагреванию трубного элемента. Под воздействием высокой температуры материал становится более мягким и начинает принимать форму оправы. Результатом процесса становится изделие желаемой формы.
- Сформированное изделие необходимо остудить в течение 10-15 минут. По истечении этого времени видоизмененная труба из поливинилхлорида может быть извлечена из оправы. После этого готовый конструктивный элемент рекомендуется оставить еще на некоторое время, чтобы он полностью остыл.

Несмотря на множество способов, как загнуть металлическую трубу или изделие из другого материала, получить идеальный результат в бытовых условиях практически невозможно. Однако изучение теоретических материалов и неоднократное экспериментирование на непригодных кусках трубы из подобных материалов поможет понять, как согнуть трубу, не имея трубогиба.
Главное, что после этого заниматься процессом сгибания трубных элементов можно в любое свободное время.
Что такое процесс сгибания и как согнуть алюминиевую трубу
При сгибании прямой алюминиевой трубы под каким-либо углом происходит деформация структуры металла, а именно — внутренний слой профиля сжимается, а внешний растягивается. Так как алюминий имеет достаточно низкую плотность, то сгибание наименьшим образом травмирует изделие. Легированный алюминий обретает большую плотность в процессе производства, поэтому такие марки трубных изделий гнутся не так легко.
Гибкость позволяет монтировать из алюминиевых труб конструкции самых замысловатых форм, сохраняя сечение и целостность заготовок. Сам процесс сгибания происходит вручную, при помощи нехитрых приспособлений, либо с использованием специализированных механизмов, с применением разогрева заготовки или в холодном состоянии. Все зависит от размера, вида и структуры изделия, толщины стенок, сложности выгибаемых форм.
Есть 4 основных вида гибки алюминиевой трубы (одна плоскость): отвод, скоба, утка, калач. Заготовка с двумя сгибами в 135 град. – это утка, с тремя сгибами – это скоба (угол в центре 90 град., по краям 135 град.), с изгибом в полуокружность – калач, со сгибом в 45-135 град. – это отвод. При гибке нужно руководствоваться такими правилами:
- если алюминиевая труба имеет сварной шов, то сгибать ее нужно так, чтобы шов не проходил ни по вогнутой, ни по выпуклой линии сгиба (перпендикулярно сгибаемой поверхности);
- если диаметр изделия составляет 15-20 мм, то радиус сгиба должен быть не меньше величины внешнего диаметра, умноженного на 2;
- если диаметр заготовки свыше 25 мм, то радиус сгиба должен быть не меньше величины внешнего диаметра, умноженного на 3.
Алюминий — очень мягкий металл, и несоблюдение правил сгибания приведет к разрыву трубы

